Project Description:
Food insecurity is a widespread world issue with many causes. While many inconsequential solutions exist, one of the best proposed solutions is the mass production of yeast-based bread, which has the potential to provide a cost-effective yet nutritious solution to world hunger. The most common strain of bread yeast, Saccharomyces cerevisiae, is a sustainable food that is suitable for mass industrial scale production in bioreactors, which typically use molasses as a sugar source for yeast growth. However, to produce yeast in the United States, molasses must traditionally be imported from other countries since sugar is not manufactured in large quantities. The most widely produced and sustainable crop in the United States is corn, which is the basis for the proposed process.
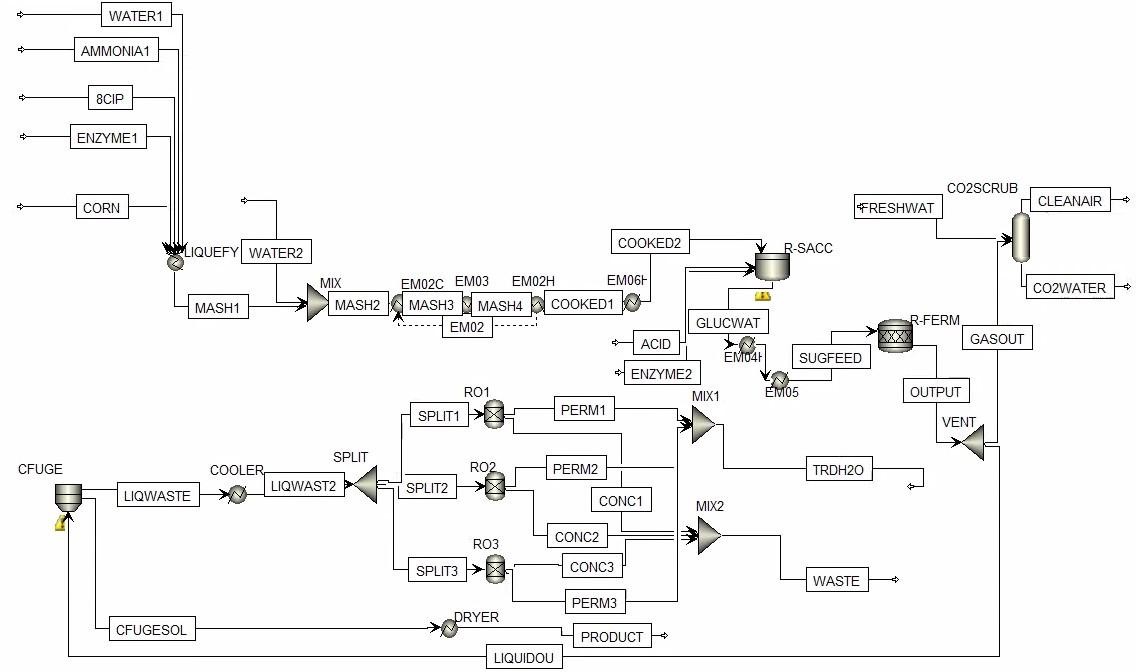
This process, modeled using Aspen Plus and bioreactor kinetic simulations in Python, integrates upstream corn liquefaction and saccharification reactions for the breakdown of corn starch into glucose. In the proposed process, liquefaction is accomplished by combining 187,482 kg/hr of water and 54,628 kg/hr of milled corn, fed through a series of heaters at 2.722 atm which slowly breaks down the corn starches by gradually changing temperatures from 60-110°C. Saccharification adds 56 kg/hr of weak sulfuric acid and enzymes into a 27,244 L CSTR reactor. The effluent from the CSTR is input to one of eight bioreactors, each 10.2 m in diameter and 2 m in height. Optimal conditions include a reactor schedule so that yeast can be continuously produced, and 342,000 kg/hr of oxygen input to maximize biomass yield while minimizing ethanol accumulation. On a basis of 84,000 kg/hr of glucose, 6,000,000 kg/hr of water, and a negligible weight of precursor yeast cells, the bioreactors produce 8,000 kg/hr of dry yeast product. The downstream processing mainly employs centrifugal separation at 4000 RPM with a radius of 0.2 m to achieve a settling velocity of 2 cm/s. Separation methods for the treatment of production wastewater include reverse osmosis filtration, which removes 97.6% of contaminants. In addition to these key processes, the design uses a heat exchanger network which decreases utility costs to $720,914 per year, and a CO2 scrubbing system which significantly reduces the environmental impact of the process.
The target output for the overall process is 58,000,000 kg per year over a 10 year period. Under these conditions, it was calculated that the designed process would give a cumulative profit of $61,120,000 during its 10 year operating period, with $4.25 per kg of yeast. Taking each of these factors into consideration, it was concluded that this process is economically viable. Additional improvements to this process include the incorporation of corn stover as a sugar source, which could make the process more profitable and more sustainable.